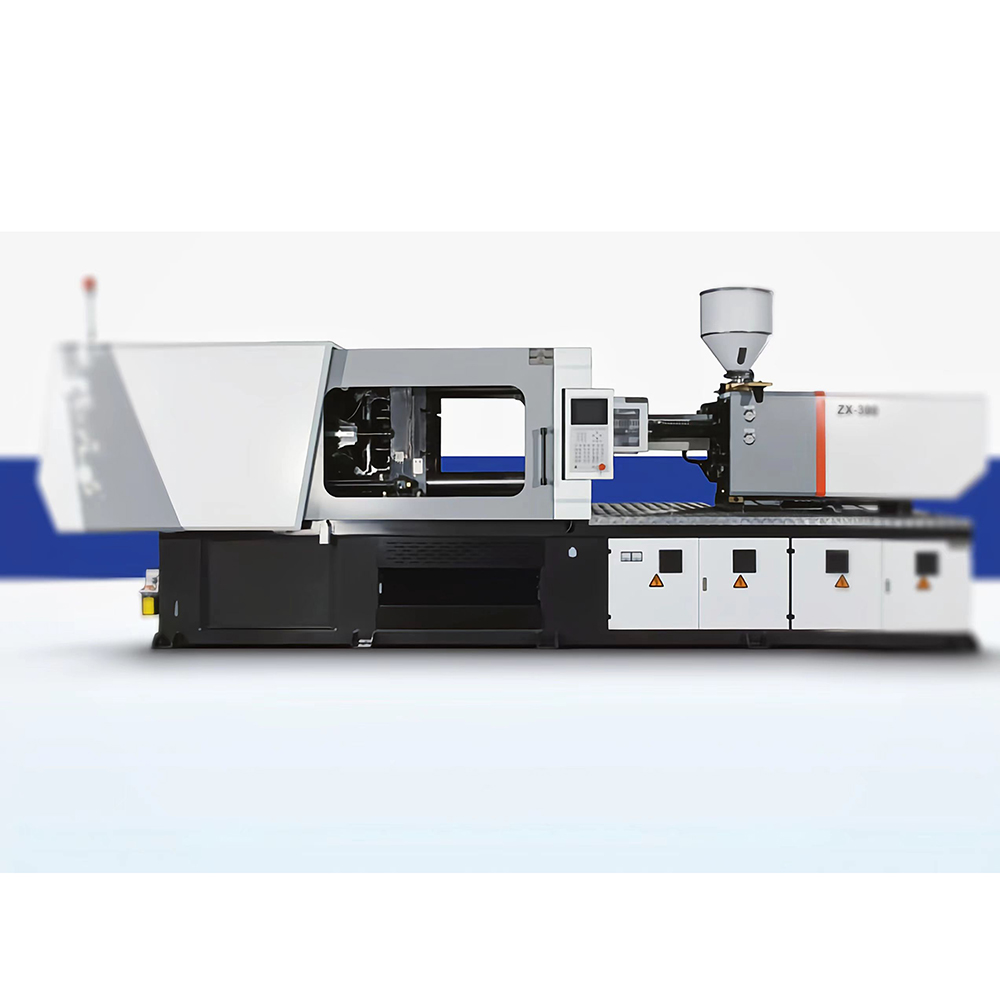





მოახდინე რევოლუცია შენი წარმოების პროცესი ჩვენი უახლესი პლასტმასის საინექციო მანქანით!
| მოდელი | ერთეული | GT2-LS90 | GT2-LS120 | GT2-LS160 | GT2-LS200 | GT2-LS260 | GT2-LS320 | GT2-LS380 |
| ზომის საერთაშორისო რეიტინგი | 900-260 წწ | 1200-350 წწ | 1200-350 წწ | 1600-550 წწ | 2000-725 წწ | 2600-1280 წწ | 3200-1680 წწ | 3800-1980 წწ |
| საინექციო ერთეულები | ||||||||
| ხრახნის დიამეტრი | მმ | 32 35 40 | 35 38 42 | 40 45 50 | 45 50 55 | 55 60 65 | 60 65 70 | 65 70 75 |
| გასროლის თეორიული მოცულობა | სს | 125 149 195 | 164 193 236 | 251 318 393 | 350 432 523 | 630 749 879 | 820 962 1116 | 1045 1212 1392 წ |
| თეორიული გასროლის წონა (PS) | გ | 113 136 177 | 149 175 214 | 229 289 357 | 318 393 476 | 573 682 800 | 746 876 1016 | 951 1103 1266 |
| OZ | 4 4.8 6.3 | 5.3 6.2 7.6 | 8.1 10.2 12.6 | 11.2 13.9 16.8 | 20.2 24.1 28.2 | 26,3 30,9 35,8 | 33,6 38,9 44,7 | |
| Screw L:D თანაფარდობა | L/D | 23 21 18.4 | 22.8 21 19 | 23.6 21 18.9 | 23.3 21 19.1 | 22.9 21 19.4 | 22.8 21 19.5 | 22.6 21 19.6 |
| ინექციის წნევა | მპა | 211 176 135 | 214 182 149 | 220 173 141 | 207 168 139 | 204 171 146 | 206 175 151 | 190 164 143 |
| ხრახნიანი სიჩქარე | rpm | 195 | 200 | 190 | 170 | 130 | 170 | 170 |
| პლასტიფიკაციის სიმძლავრე (PS) | კგ/სთ | 34 44 62 | 41 60 68 | 58 80 108 | 78 103 142 | 96 121 153 | 154 186 233 | 186 281 331 |
| დამჭერი ერთეული | ||||||||
| დამაგრების ძალა | KN | 900 | 1200 | 1600 წ | 2000 წ | 2600 | 3200 | 3800 |
| მაქსიმალური დღის სინათლე | მმ | 705 | 855 | 936 | 1010 წ | 1155 წ | 1250 წ | 1400 წ |
| ობის გახსნის ინსულტი | მმ | 320 | 410 | 446 | 490 | 525 | 580 | 655 |
| ფირფიტის ზომა | მმ | 550 x 550 | 620 x 620 | 690 x 690 | 760 x 760 | 875 x 875 | 950 x 950 | 1060 x 1010 |
| სივრცე ჰალსტუხს შორის | 360 x 360 | 410 x 410 | 460 x 460 | 510 x 510 | 580 x 580 | 670 x 670 | 730 x 700 | |
| ყალიბის სისქე მინ/მაქს | მმ | 185-385 | 185-445 | 185-490 | 185-520 | 250-630 | 250-670 | 265-745 |
| ეჟექტორის ძალა | KN | 31 | 42 | 42 | 49 | 67 | 77 | 111 |
| ეჟექტორის ინსულტი | მმ | 100 | 100 | 130 | 140 | 160 | 180 | 205 |
| ეჟექტორების რაოდენობა | ერთეული | 4 + 1 | 4 + 1 | 4 + 1 | 4 + 1 | 12 + 1 | 12 + 1 | 12 + 1 |
| დენი/გათბობა | ||||||||
| ტუმბოს ძრავა | კვ | 11 | 11 | 15 | 18.5 | 22 | 30 | 37 |
| ჰიდრავლიკური სისტემის წნევა | MPA | 17.5 | 17.5 | 17.5 | 17.5 | 17.5 | 17.5 | 17.5 |
| ტემპერატურის კონტროლის ზონების რაოდენობა | ერთეული | 3+1 | 3+1 | 4+1 | 4+1 | 5+1 | 5+1 | 5+1 |
| გათბობის სიმძლავრე | კვ | 6 | 7 | 8.8 | 13 | 15.4 | 19.3 | 23.2 |
| წონა | ტონა | 3 | 4 | 5 | 6.5 | 9.2 | 13.5 | 16.3 |
| ნავთობის ავზის ტევადობა | ლ | 220 | 270 | 345 | 425 | 530 | 565 | 665 |
| ზომები | MxMxM | 4.08x1.14x1.87 | 4.5x1.23x1.91 | 5.05x1.3x1.95 | 5.5x1.36x2 | 6.3x1.54x2.07 | 6.92x1.67x2.2 | 7.7x1.77x2.2 |
ანესთეზია და სასუნთქი წრე PVC ნაერთები ეხება სპეციალიზებულ PVC მასალებს, რომლებიც გამოიყენება ანესთეზიასთან და რესპირატორულ მოვლასთან დაკავშირებული სამედიცინო მოწყობილობების წარმოებაში.ეს ნაერთები შექმნილია ამ აპლიკაციების სპეციფიკური მოთხოვნებისა და მოთხოვნების დასაკმაყოფილებლად.ანესთეზიის PVC ნაერთები გამოიყენება ანესთეზიის პროცედურების დროს გამოყენებული სხვადასხვა აღჭურვილობის წარმოებაში, როგორიცაა ანესთეზიის ნიღბები, სასუნთქი ჩანთები, ენდოტრაქეალური მილები და კათეტერები.ეს ნაერთები შექმნილია იმისათვის, რომ იყოს მოქნილი, მაგრამ გამძლე, რაც საშუალებას იძლევა მარტივი დამუშავება და მანიპულირება პროცედურების დროს.ისინი ასევე შემუშავებულია ბიოთავსებადად, რაც უზრუნველყოფს პაციენტის ქსოვილებთან ან სითხეებთან შეხებისას არ იწვევენ არასასურველ რეაქციებს.რესპირატორული მიკროსქემის PVC ნაერთები, თავის მხრივ, გამოიყენება რესპირატორული თერაპიის აღჭურვილობის წარმოებაში, მათ შორის ვენტილატორის მილები, ჟანგბადის ნიღბები, ნებულაიზერის ნაკრები და სუნთქვის სარქველები.ამ ნაერთებს უნდა ჰქონდეთ შესანიშნავი მოქნილობა და დრეკადობისადმი გამძლეობა, რადგან ისინი ხშირად ექვემდებარებიან განმეორებით ღუნვას და გრეხილს.ისინი ასევე შექმნილია იმისთვის, რომ თავსებადია მიწოდებულ რესპირატორულ გაზებთან და არ უნდა შეუწყოს ხელი დამატებით წინააღმდეგობას ან შეაფერხოს გაზის ნაკადს.ორივე ანესთეზიის და რესპირატორული მიკროსქემის PVC ნაერთები შექმნილია მკაცრი ხარისხის კონტროლით და იცავს სამედიცინო ინდუსტრიის სტანდარტებსა და რეგულაციებს უსაფრთხოებისა და ეფექტურობის უზრუნველსაყოფად.მწარმოებლები ითვალისწინებენ ისეთ ფაქტორებს, როგორიცაა ბიოთავსებადობა, გამძლეობა, ქიმიკატებისა და სადეზინფექციო საშუალებებისადმი წინააღმდეგობა, ასევე წარმოების სიმარტივე.აღსანიშნავია, რომ მიუხედავად იმისა, რომ PVC საყოველთაოდ გამოიყენებოდა ამ აპლიკაციებში მისი სასურველი თვისებების გამო, გაჩნდა შეშფოთება ჯანმრთელობისა და გარემოზე პოტენციური ზემოქმედების შესახებ, რომელიც დაკავშირებულია PVC-ზე დაფუძნებული სამედიცინო მოწყობილობების წარმოებასთან, გამოყენებასთან და განადგურებასთან.მკვლევარები და მწარმოებლები აქტიურად იკვლევენ ალტერნატიულ მასალებს და ტექნოლოგიებს ამ პრობლემების გადასაჭრელად. მოკლედ, ანესთეზიისა და რესპირატორული წრედის PVC ნაერთები არის სპეციალიზებული მასალები, რომლებიც გამოიყენება ანესთეზიისა და რესპირატორული მოვლის სამედიცინო მოწყობილობების წარმოებაში.ეს ნაერთები საგულდაგულოდ არის ჩამოყალიბებული, რომ დააკმაყოფილოს მათი შესაბამისი აპლიკაციების სპეციფიკური მოთხოვნები, რაც უზრუნველყოფს უსაფრთხოებას, გამძლეობას და შესრულებას.